
【表あり】すみ肉の半自動(CO2)溶接の溶接速度は?電流値、脚長
半自動(CO2)溶接の溶接速度はについて記載された記事が少なかったので、
今回は、このモノタロウのこの記事を参考に
溶接速度について確認していきたいと思います。
電流値と脚長、溶接速度の関係表
詳しい解説は後述しますが、
時間のない人のために、計算式と、電流値と脚長、溶接速度の関係表を先に示します。
電流値と脚長、溶接速度の関係(計算式)
溶接速度[cm/min] = (4.90×電流[A]-297) ÷ 脚長[mm]2 × 2
電流値と脚長、溶接速度の関係(表)
分換算と、秒換算にて表を作成していますので、タブを切り替えてご覧ください。
1分当たりの溶接速度は下記のとおりです。
| [cm/min] | |||||
| 電流 / 脚長 | 1.6mm | 3.2mm | 4.5mm | 6.0mm | 9mm |
| 100A | 151 | 38 | 19 | 11 | 5 |
| 125A | 246 | 62 | 31 | 18 | 8 |
| 150A | 342 | 86 | 43 | 24 | 11 |
| 175A | 438 | 109 | 55 | 31 | 14 |
| 200A | 534 | 133 | 67 | 38 | 17 |
| 225A | 629 | 157 | 80 | 45 | 20 |
| 250A | 725 | 181 | 92 | 52 | 23 |
| 275A | 821 | 205 | 104 | 58 | 26 |
| 300A | 916 | 229 | 116 | 65 | 29 |
単位を変換し、1秒当たりの速度にした結果は下記のとおりです。
| [mm/s] | |||||
| 電流 / 脚長 | 1.6mm | 3.2mm | 4.5mm | 6.0mm | 9mm |
| 100A | 25.1 | 6.3 | 3.2 | 1.8 | 0.8 |
| 125A | 41.1 | 10.3 | 5.2 | 2.9 | 1.3 |
| 150A | 57.0 | 14.3 | 7.2 | 4.1 | 1.8 |
| 175A | 73.0 | 18.2 | 9.2 | 5.2 | 2.3 |
| 200A | 88.9 | 22.2 | 11.2 | 6.3 | 2.8 |
| 225A | 104.9 | 26.2 | 13.3 | 7.5 | 3.3 |
| 250A | 120.8 | 30.2 | 15.3 | 8.6 | 3.8 |
| 275A | 136.8 | 34.2 | 17.3 | 9.7 | 4.3 |
| 300A | 152.7 | 38.2 | 19.3 | 10.9 | 4.8 |
溶接速度の求め方について
溶接速度は、一定の電流条件で溶けるワイヤの量が一定
溶接速度はこのモノタロウのこの記事より、
半自動アーク溶接では、一定の電流条件で溶けるワイヤの量が一定であることを利用し、
①単位長さ当たりの溶接金属量を求め、

②下記グラフより、適切早さを読み取る。
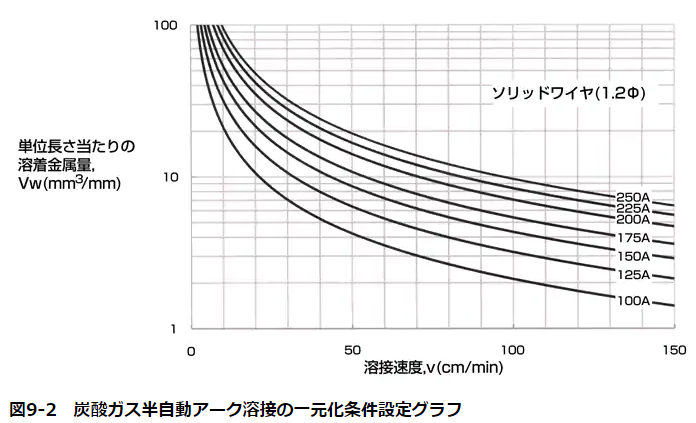
ことで、求めることができます。
例えば、T型すみ肉接手で、脚長4.5mmの場合、
①単位長さ当たりの溶接金属量(肉の面積)は三角形になりますので、
S=4.5mm×4.5mm÷2 = 10mm2 = 10mm3/m
となります。
上記のグラフから溶接速度を読み取ると、例えば150Aでは、
・脚長 4.5mm で S=10mm3/mm → v=40cm/min(0.7mm/s)
程度であることがわかります。
数式で表現してみる
ここで、「グラフを読み取る作業」がめんどくさく、
定量化できないのでこのグラフを計算式に落とし込んでみました。
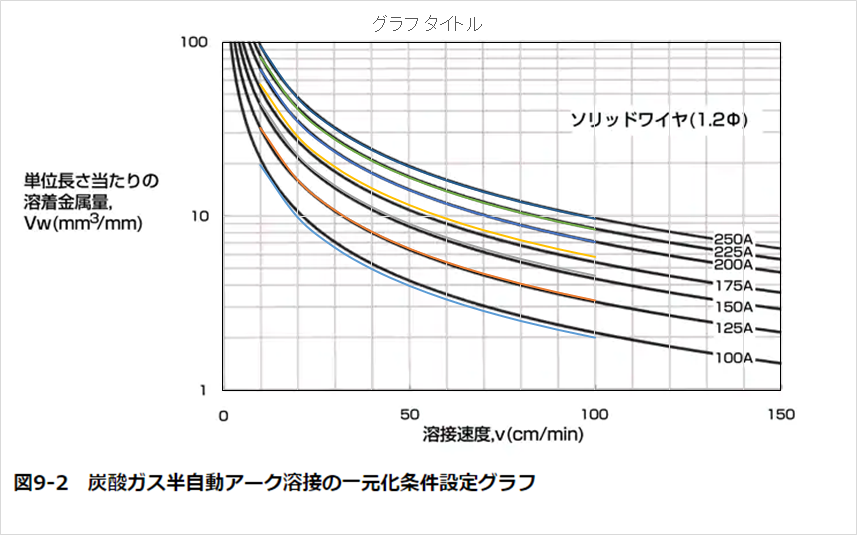
その結果、溶接速度vは
溶接速度v = (4.90×電圧-297) × Vw-0.99
≒ (4.90×電圧-297) ÷ Vw
で近似できることがわかりました。
その計算式と、先ほどのグラフを重ね合わせた結果が下記のとおりです。
ほぼ一致していること見て取れると思います。
また、VwはT形すみ肉溶接の場合は、
Vw = 脚長×脚長÷2
で計算することが可能ですので、
溶接速度v ≒ (4.90×電圧-297) ÷ 脚長2 × 2
で求めることが可能なことがわかります。
この式より、脚長が2倍になったら、速度は1/4まで落ちることが見てとれます。
ただし、脚長が厚い=肉厚の厚い鉄鋼を使用していると思いますので、
電圧を上げて対応することで、速度を維持することが可能である可能性があります。
まとめ
以上の通り、計算式を用いて溶接速度を求めることができました。
実際にはこの通り行かないと思いますが、
この式を参考に、自分の機械にあった速度を探してみるといいと思います!
脚長が2倍になると速度は単純に半分にするのではなく、
1/4になることを念頭に置いておく必要があるかもしれませんね!
溶接のコスト積算計算機はこちら↓


コメント欄