
【例あり】旋盤の加工時間の計算!加工時間を短くするには??
旋削の加工時間を求めるには、
様々な計算をする必要があります。
今回はそんな旋盤の加工時間を一例を用いて説明していきたいと思います!
旋削の加工時間を求めるために必要なものと流れ。
旋削の加工時間を求めるためには、
・素材の種類
・面粗度Ra
・元の外径Do ⇒ 必要な外径Dt
・長さL
が必要になります。このパラメーターより、
①面粗度 ⇒ 使用工具が決まる
②使用工具が決まる ⇒ 切削速度、1回転当たりの送り速度、最大切り込み量が決まる。
③切削速度が決まる ⇒ 外径から、旋盤の回転数が決まる
④旋盤の回転数が決まる ⇒ 送り速度からテーブルの送り速度が決まる
⑤テーブルの送り速度が決まる ⇒ 長さとの関係から加工時間が決まる。
という順番で計算していくことで、加工時間を求めることができます。
実際の計算式を当てはめていってみる。
では、実際に上記の流れで、計算式を当てはめていってみたいと思います。
ワークは、
・素材はS45C
・必要な面粗度 Ra:1.6
・元の外径 Do:52 ⇒ 必要な外径 Dt:50
・長さ L:200
とします。
①面粗度 ⇒ 使用工具が決まる。
まずは、必要な面粗度によって、使用工具を決めていきます。
面粗度が厳しい場合は場合は、
・とにかくゆっくり送る
必要がありますが、面粗度が緩い場合は、極力早く送り、加工時間を短くする必要があります。
今回は、三菱製の炭素鋼用のチップを参考にしていきたいと思います。
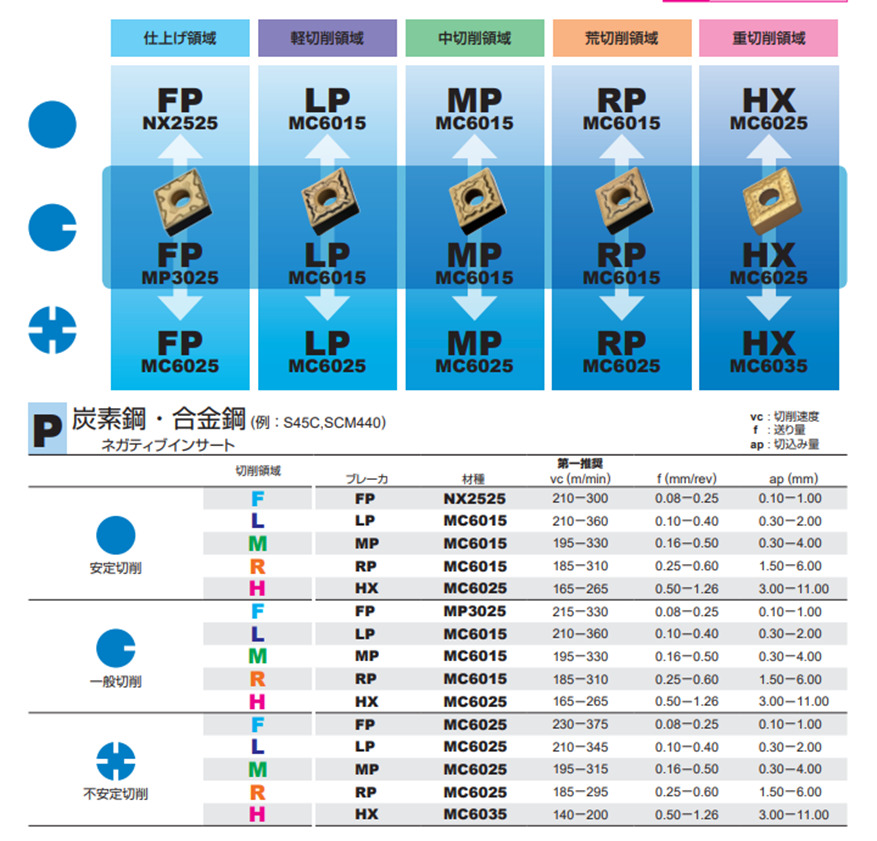
上記の加工条件表の平均値を取り、
チップと、面粗度をまとめた結果は下記のとおりです。
これらより、チップを求めます。
今回は面粗度が1.6ですので、チップLを選択します。
| チップ | Ra | Re | 最大切り込み量 | f | Vc | Rz | ||
| F | 0 | ~ | 1.1 | 0.8 | 1.0 | 0.2 | 255 | 4 |
| L | 1.1 | ~ | 2.4 | 0.8 | 2.0 | 0.3 | 285 | 10 |
| M | 2.4 | ~ | 4.3 | 0.8 | 4 | 0.3 | 263 | 17 |
| R | 4.3 | ~ | 7.1 | 0.8 | 6 | 0.4 | 248 | 28 |
| H | 7.1 | ~ | 10.1 | 2.4 | 11 | 0.9 | 215 | 40 |
②使用工具が決まる ⇒ 切削速度、1回転当たりの送り速度、最大切り込み量が決まる。
使用工具が決まりましたので、加工条件表より、
加工条件を確認していきます。
面粗度1.6とした場合は、「チップL」を選択。
この場合、上記表より、
・切削速度は、285m/min
・1回転当たりの送り速度0.3
・最大切り込み量2.0mm
となります。
今回は、・元の外径 Do:52 ⇒ 必要な外径 Dt:50で2.0mm切り込む必要がありますが、
上記の表より、ぎりぎり切り込めることがわかりますので、
粗削りなしでokです。
③切削速度が決まる ⇒ 外径から、旋盤の回転数が決まる
次は旋盤の回転数を決める必要があります。
切削速度とは、チップとワークがぶつかり合う速さなので、
旋盤の場合は、対象ワークの外径の回転速度になります。
対象ワークの外径の回転速度は、
外径×3.14/1000×旋盤の回転数 で決まりますので、
今回Dt=50mmとすると、
50×3.14/1000×旋盤の回転数 = 切削速度285m/min
より、
旋盤の回転数=1815rpm
となります。
④旋盤の回転数が決まる ⇒ 送り速度からテーブルの送り速度が決まる
1回転当たりの送り速度は0.3mmでしたので、
テーブルの送り速度は、旋盤の回転数をかけて、
0.3mm × 1815rpm = 544.5mm/分
となります。
⑤テーブルの送り速度が決まる ⇒ 長さとの関係から加工時間が決まる。
今回のワークは、100mmを想定していましたので、
200 ÷ 544.5mm/min = 0.36分 = 22秒
必要であることがわかりました。
これらを計算式にする
では、上記の結果を計算式にしていきたいと思います。
まず、ワークは、
・必要な面粗度 Ra
・元の外径 Do ⇒ 必要な外径 Dt
・長さ L
Raより、
・切削速度 Vc
・1回転当たりの送り速度 f
・最大切り込み量 αp
が決まります。
切削速度と外径から
Vc = Dt * 3.14/1000 * 旋盤の回転速度W
W = Vc / (Dt * 3.14) * 1000 [rpm]
と求まります。
ここより、テーブルの送り速度Ftは
Ft = W × f [mm/min]
で求まり、加工時間は、
加工時間T = L ÷ Ft
で求まります。これらをすべて代入していくと
T = L ÷ Ft = L ÷ (W * f) = L ÷ (Vc/(Dt*3.14)*1000 * f)
= ( L × Dt*3.14 ) ÷ ( Vc * 1000 * f)
となります。
先ほどの結果を代入してみると
T = ( L × Dt*3.14 ) ÷ ( Vc * 1000 * f)
= ( 200 × 50 × 3.14 ) ÷ ( 285 × 1000 × 0.3 )
= 0.36分 = 22秒
と、求めることができました。
加工時間を短縮するためには?
加工時間を短縮するためには、
Vcを早くするか送り速度を大きくする必要があります。
Vcは素材によってほぼ決まってしまいますし、チップの寿命にかかわってきますので、
送り速度fを早くするのが一番いい方法となります。
それには、設備のパワーが要りますので、そこは要確認ですが、
チップの先端のRを大きくすることで、送り速度を大きくすることができます。
実際に、チップの寿命も先端がとがっているものより、丸い方が削れにくいですので、
一度提案してみるのはいかがでしょうか?
まとめ
部材と必要な粗さが決まれば、カタログから各種条件が決まりますので、
それより、下記計算式を用いて、旋盤の切削時間を計算してみてください!
T = L ÷ Ft = L ÷ (W * f) = L ÷ (Vc/(Dt*3.14)*1000 * f)
= ( L × Dt*3.14 ) ÷ ( Vc * 1000 * f)


コメント欄