【計算過程あり】ホブ盤で歯切りする際の加工時間!歯数が多いと長い??
ホブカッターができたといえど、歯車の製造には時間がかかります。
時間がかかるということは「高い」ということになります。
そこで、今回は、ホブカッターの加工速度、加工時間について確認していきたいと思います。
計算式について
まずはさっそく計算式から
加工時間= ( 歯数 × ( 歯幅+空転幅 ) ) ÷ (ホブの回転速度×送り速度) ÷60 [秒]
ホブの回転速度=切削速度÷(ホブの直径*3.14/1000 )[rpm]
歯車1回転当たりのホブの送り
=0.8~2.0(仕上げ),2.0~4.5(シェービング前),2.0~6.5(研削前)
となります。
式の算出
式の算出について説明していきます。
ホブカッターの動きを理解するのは、正直難しいです。
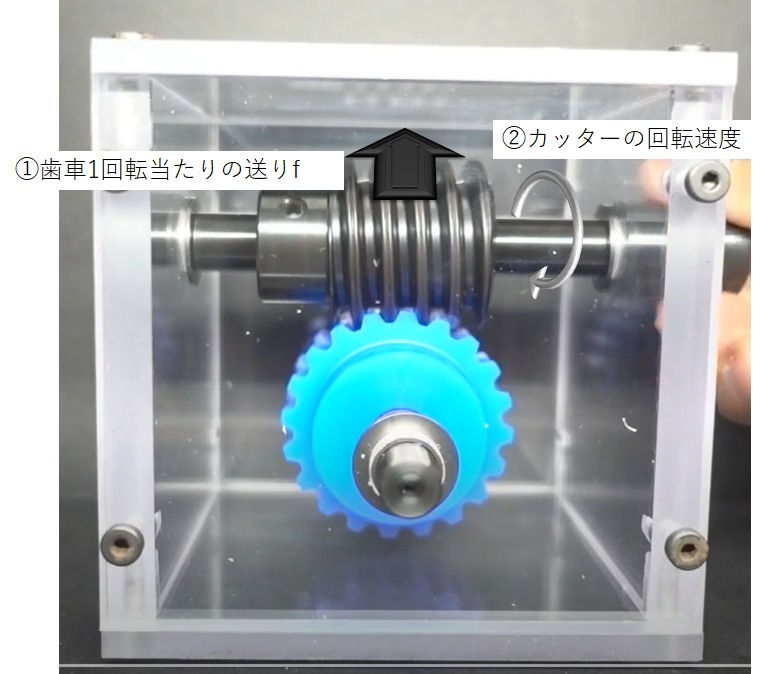
そこで、まずはウォームギアの動画をご覧ください。
この上側の銀色のものがホブカッター、
下の青色のものがワークと考えるてみてもらうと非常に分かりやすいと思います。
この場合は、すでに歯車ができていますが、
ホブカッターの場合は、歯車がない状態からこのように歯車を作っていきます。
動画で行くと手前から、奥に歯車を切りながら移動していきます。
動画を見てもらってもわかる通り、ホブカッターをかなり回さないと、
下のギヤは動かないことが分かります。
実際、ホブカッター1周に対して、歯車は1枚しか進んでいません。
では、上記の動画を参考に、ホブカッターの加工時間を算出していきましょう。
まず、わかっている情報は、
①歯車1回転当たりの歩武の送り速度(面粗度から求める)
②ホブカッターがどれくらいで回っているか(切削速度から求める)
です。
①は言わずもがな、面粗度にかかわってきます。
この速度が速いと歯面の汚いギアになります。
②は、うまく切削できる速さでS45Cなどで100m/minになるように回転速度を決めます。
ではこれらの情報を使って、加工時間を計算していきましょう。
まずは、歯面を削り終えるまでに、
「歯車(下の青色のワーク)」が何回転する必要があるか求めます。
・歯車1回転当たりのホブの送りが2.0mm/rev
・歯幅が30mm
だとすると、歯車1回転当たり、2mm進むので、数式は単純明快で、
30mm÷2.0mm/回転=15回転
することで、歯車を切ることができることが分かります。
では、この時、ホブカッターはどれくらい回っている必要があるでしょうか?
先ほどの動画の通り、ホブが1回転すると、歯車が一つ進みます。
ですので、歯数が30枚だとすると、ホブは、
ホブの回転数 = 150回転×30 = 450回転
する必要があることがわかります。
また、適正な切削速度(ホブの周速を100m/min程度にする)から
ホブの回転数を求められ、例えばその回転数が、500rpmであったとすると、
加工時間は、
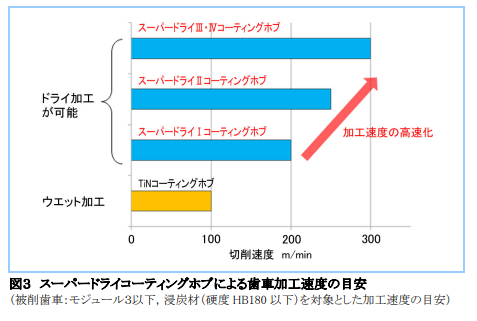
歯車加工速度の目安
450回転 ÷ 500回転/分 = 0.9分 = 54秒
で、求められることがわかります。
まとめ
ホブカッターの動きは、実際の動きを見ても何をやっているか
正直ぱっと理解することは難しいです。
ですが、ウォームギヤに置き換えて計算してみると非常に分かりやすくなります。
一回読んだだけでは、分かりにくいと思いますので、
是非、一度自分で計算してみてください!


コメント欄