フライスの加工時間をカタログより計算しましたので、次はドリルの加工時間をカタログから素材ごとに計算していきたいと思います。フライスはこちら↓

【動画で勉強】ドリル加工の加工時間~マシニングセンタでの加工~原価計算
ドリルの加工時間もフライスと同様、被削材の固さからドリルの回転速度を決定し、送りを決定します。
まず、動画を確認
まず動画で確認していきましょう。
下記の通り、アルミはすごい速度で穴をあけてることが分かります。
送り速度は1500mm/minとなっており1秒で25mmも削れることが分かります。
それに対して、SK061では、320mm/minと非常に遅くなっております。
ちなみに回転数は6300回転と5310回転とそこまでに違いはなく、
一回転あたりの送りfzがアルミ0.23mm/revに対して、SK材は0.06mm/revと
大きく違うことで送り速度が違っていることが分かります。
カタログから計算してみる。
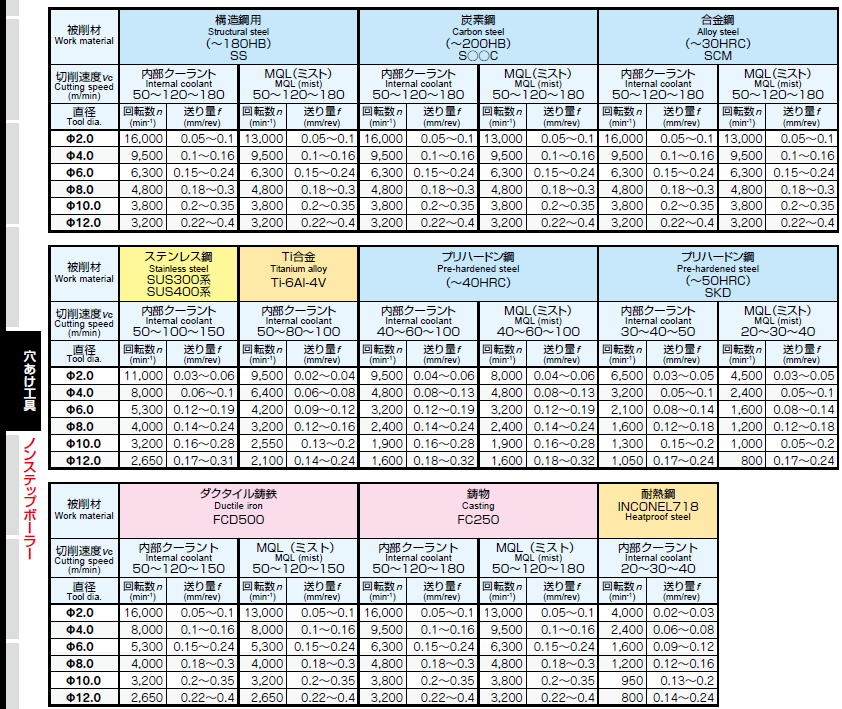
下記に、穴の深さが直径の5倍(5D)以下の場合の標準切削条件を示します。
今回はFC材を参考にみていきましょう。
切削速度は、Vc=50~120~180m/minとなっており、各直径ごとの推奨回転数nを計算してくれております。
Φ2の時に16000回転になっていますので、Vc=n×円周=16000×2×3.14/1000≒100m/minで計算しているようです。また、1回転当たりの送り量も記載されており、f=0.05~0.1mm/revとなっております。
ですので、送り速度は簡単で、Vf=n×f=800~1600mm/min=13mm~27mm/minとなっております。
そのほかの素材もまとめてみる。
そのほかの素材もまとめた結果下記のような結果となった。
SS,FCD,FCなど比較的柔らかいものは1000mm/min程度、そのあとにSUSで600mm/min程度、SKDなど固いものになると200mm/minと非常に穴あけに時間がかかることが分かる。
| Vf | mm/min | ||||
| 工具径 | SS | SUS | SKD | FCD | FC |
| Φ2 | 1,200 | 495 | 260 | 1,200 | 1,200 |
| Φ4 | 1,235 | 640 | 240 | 1,040 | 1,235 |
| Φ6 | 1,229 | 822 | 231 | 1,034 | 1,229 |
| Φ8 | 1,152 | 760 | 240 | 960 | 1,152 |
| Φ10 | 1,045 | 672 | 228 | 880 | 1,045 |
| Φ12 | 992 | 636 | 215 | 822 | 992 |
結論
被削材によってかなり送り速度は変わってくるが、
同じ素材であれば直径が違っても大きく送り速度が変わることはない。なので、
SS,FC材 1000mm/min ≒ 15mm/s
SUS材 600mm/min ≒ 10mm/s
SKD 250mm/min = 4mm/s
を頭に入れれば、加工時間を簡単に計算できることが分かった。
マシニングの1秒当たりの工費は小さいものであれば、1s=1円で考えることができるので、
SS材では、深さ1cm=1円で計算できることが分かる。
コメント欄